
研究開発、製品開発時に材料の特性、品質を評価するため、標準規格の一般的な物性試験用試験片の中でプラスチック(樹脂)を原料とする試験片のことです。
ISO規格(JIS規格)とASMT規格に対応する作製方法、寸法、形状、試験方法が規定されています。
国内ではJIS規格が一般的で、「JIS K 7139 プラスチック−試験片」によってそれぞれの試験に対応する試験片の形状、作製方法が定められています。
1.プラスチック試験片のタイプおよび寸法
一般的な物性試験では,タイプA1試験片及びタイプA1試験片の中央の平行部から得る短冊形試験片(タイプB2試験片)を用いることが望ましいとされています。
表1−他と比較できるデータを得るための試験片のタイプ
| 形状 | 詳細 | タイプを示す記号 | 記号の説明 |
|---|---|---|---|
| ダンベル形引張試験片 | 多目的試験片 | タイプA1 | 射出成形による多目的試験片。 |
| 短冊形試験片 | タイプB2 | タイプA1試験片の平行部から切り出した短冊状試験片。 | |
| 小形引張試験片 | タイプCW13 | 射出成形による中央部に平行部のない厚さ3 mmの試験片。 | |
| 小形角板 | タイプD12 | 射出成形による厚さ2 mmの角板。 |
表2−その他の試験片のタイプ
| 形状 | 詳細 | タイプを示す記号 | 記号の説明 |
|---|---|---|---|
| ダンベル形引張試験片 | 多目的試験片 | タイプA2 | シート又は成形品から機械加工した多目的試験片。 |
| タイプA3 | タイプA2と同じ寸法の試験片で,直接圧縮成形で作製 したもの又は圧縮成形板から打ち抜いたもの。 | ||
| 縮尺試験片 | タイプA12,A22 | タイプA1又はタイプA2の縮尺1:2の試験片。 | |
| タイプA13,A23 | タイプA1又はタイプA2の縮尺1:3の試験片。 | ||
| タイプA14,A24 | タイプA1又はタイプA2の全長以外を縮尺1:4とした試験片。 | ||
| タイプA15,A25 | タイプA1又はタイプA2の縮尺1:5の試験片。 | ||
| タイプA18,A28 | タイプA1又はタイプA2の全長以外を縮尺1:8とした試験片。 | ||
| 短冊形試験片 | タイプB1 タイプB3 | B1:射出成形した短冊試験片 B3:種々の方法で作製するシートから機械加工する又は圧縮成形した短冊形試験片。 | |
| 小形引張試験片 | タイプCW21, タイプCW22 | タイプD1又はタイプD2の板から機械加工によって得る中央部に平行部のない小形引張試験片。 | |
| タイプCP1z, タイプCP2z | 射出成形又は機械加工によって得る中央部に平行部のある厚さがz mmの試験片。 | ||
| 小形角板 | タイプD1y,D2y | 射出成形又は機械加工によって得る厚さがy mmの試験片。 |
プラスチック試験片の寸法
ダンベル型引張試験片 多目的試験片の形状(タイプA1,タイプA2,タイプA3)
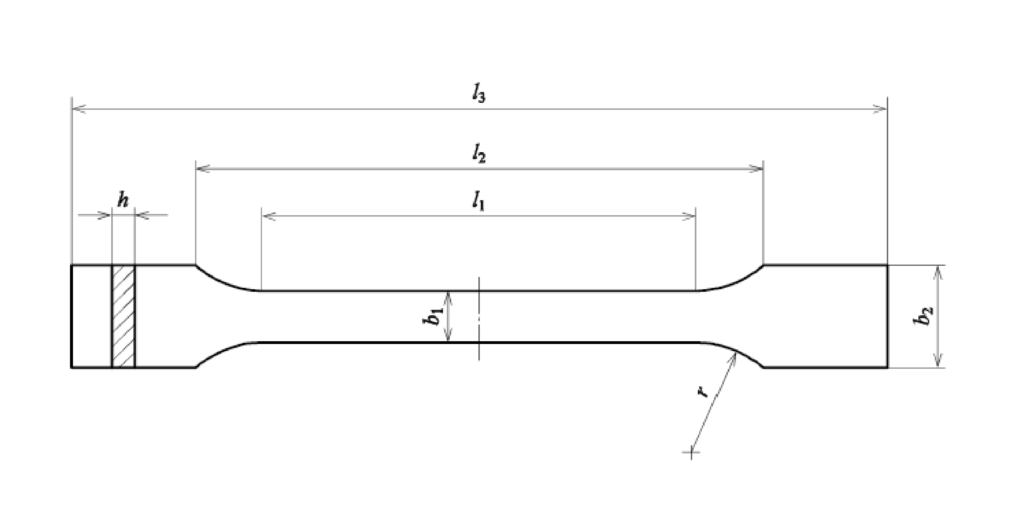
タイプA1,タイプA2,タイプA3試験片の寸法
| 寸法 | タイプA1 (射出成形) | タイプA2及びタイプA3(機械加工及び圧縮成形) | ||
|---|---|---|---|---|
| l3 | 全長 a) | ≧170 | ≧150 | |
| l2 | タブ部間距離 b) | 109.3±3.2 | 108±1.6 | |
| l1 | 平行部の長さ | 80±2 | 60±0.5 | |
| r | 肩部の半径 | 24±1 | 60±0.5 | |
| b2 | 端部の幅 | 20±0.2 | ||
| b1 | 中央の平行部の幅 | 10±0.2 | ||
| h | 厚さ(標準) | 4±0.2 | ||
| つかみ具間距離 | 115±1 | |||
| 注a) 全長は,JIS K 7152-1及びJIS K 7154-1に規定するタイプA1試験片の170 mmが望ましい。 b)l1,r,b1及びb2から求められる寸法値である。 | ||||
出典:日本産業標準調査会ウェブサイト
縮尺試験片の寸法
| A12 A22 | A13 A23 | A14 A24 | A15 A25 | A18 A28 | |
|---|---|---|---|---|---|
| 縮尺 (最下段の説明を参照) | 1:2 | ≈ 1:3 厚さ及びl1は除く | 1:4 l3は除く | 1:5 厚さは除く | 1:8 l3は除く |
| l3 | ≧75 | ≧60 | ≧45 | ≧30 | ≧23.8 |
| l2 | 58±2 | 35±1 | 27.5±1 | 23±2 | 13.8±0.5 |
| l1 | 30.0±0.5 | 24±0.5 | 20.0±0.5 | 12.0±0.5 | 10.0±0.5 |
| b1 | 5.0±0.5 | 3.5±0.2 | 2.5±0.1 | 2.0±0.2 | 1.25±0.05 |
| b2 | 10.0±0.5 | 7.2±0.2 | 5.0±0.2 | 4.0±0.2 | 2.5±0.1 |
| r | ≧30 | ≧8.8 | 6.3±0.2 | ≧12 | 3.2±0.2 |
| h | ≧2.0±0.1 | 1.00又は2.00±0.05 | 1.0±0.1 | ≧2.0±0.1 | 0.5±0.1 |
| 作製方法 | 機械加工 (又は射出成形) | 板(タイプD1又はタイプD2)から機械加工(又は射出成形) | 射出成形 (又は機械加工) | 機械加工 (又は射出成形) | 射出成形 (又は機械加工) |
| 説明 | − | l1だけをほかより小さくすると,タブ部が長くなり,グリップが容易となる。 | l3だけをほかより大きくすると,タブ部が長くなり,グリップが容易となる。 | − | l3だけをほかより大きくすると,タブ部が長くなり,グリップが容易となる。 |
出典:日本産業標準調査会ウェブサイト
短冊試験片の形状(タイプB)
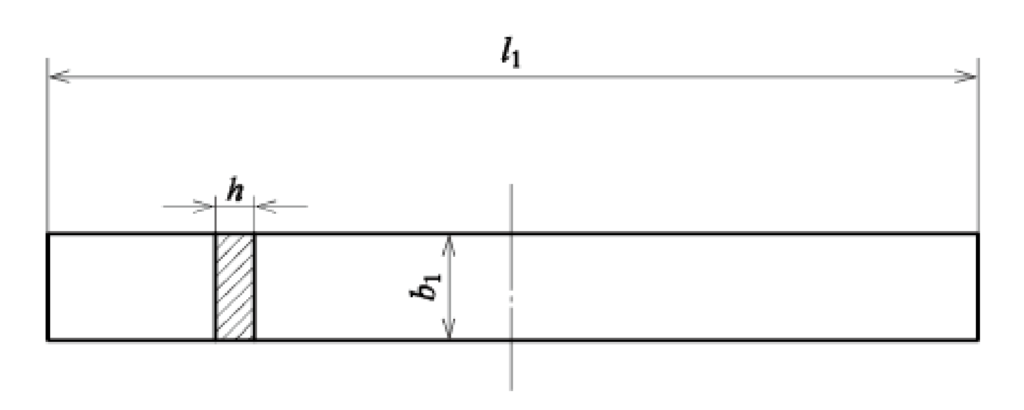
短冊試験片の寸法
| B1 | B1 | B1 | |
|---|---|---|---|
| l1 | 80±2 | ||
| b1 | 10±0.2 | ||
| h | 4±0.2 | ||
| 作製方法 | 射出成形 | タイプA1試験片(図1参照)の中央部から機械加工したもの | シートまたは成形製品から機械加工したもの。 もしくは規定寸法に圧縮成形したもの。 |
出典:日本産業標準調査会ウェブサイト
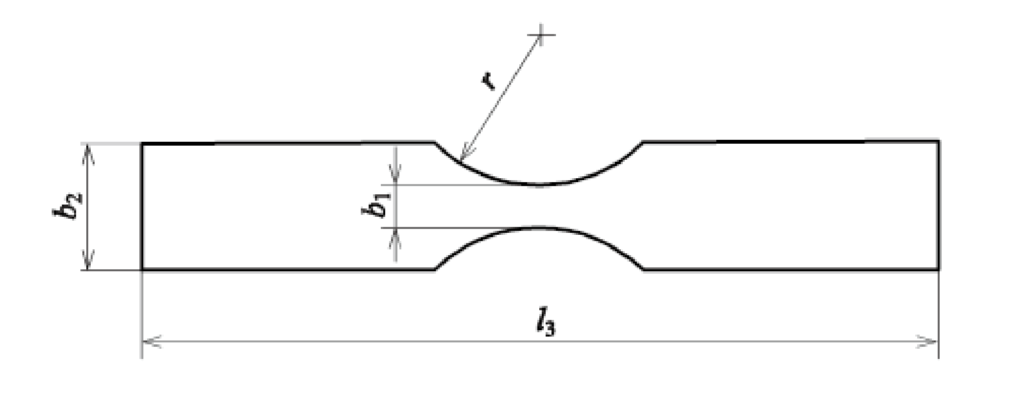
小形引張試験片(タイプC)の形状
タイプCW
タイプCP
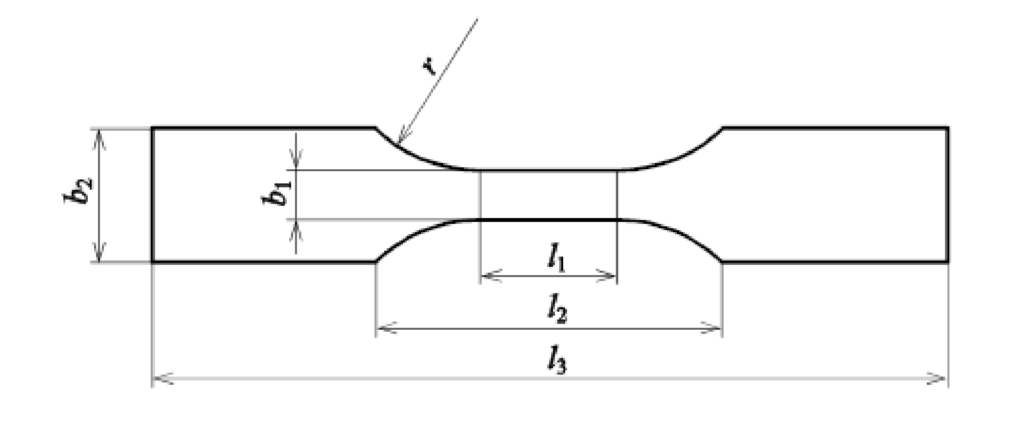
小型引張試験片の寸法
| タイプCW | タイプCP | |
|---|---|---|
| l3 | 60±1 | 60±1 |
| b2 | 10.0±0.2 | 10.0±0.2 |
| b1 | 3.0±0.1 | 3.0±0.1 |
| h a) | 3.0±0.1 | 3.0±0.1 |
| r | 15±1 | 10±1 |
| l1 | − | 10.0±0.2 |
| l2 | − | 30.0±0.5 |
| 説明 | 中央部に平行部のない試験片 | 中央部に平行部のある試験片 |
出典:日本産業標準調査会ウェブサイト
小形角板の形状(タイプD)
小形角板の寸法
| タイプD1 | タイプD2 | |
|---|---|---|
| l1 | 60±2 | 60±2 |
| b1 | 60±2 | 60±2 |
| h | 1±0.1 | 2±0.1 |
| 説明 | 射出成形,圧縮成形又は適切な厚さのシートからの機械加工によって作製 | |
出典:日本産業標準調査会ウェブサイト
2.プラスチック試験片の作製方法
いずれの方法も材料に関する規格が該当しない場合、材料製造の推奨条件、受渡当事者間の協定によって作製します。
1)射出成形で作製
原料のプラスチックの分類により、それぞれの規定に従って成形します。
- 熱可塑性樹脂
JIS K7152-1:プラスチック−熱可塑性プラス チック材料の射出成形試験片−第1部:通則並びに多目的試験片 及び短冊形試験片の成形 - 熱硬化性樹脂
JIS K7154-1:プラスチック― 熱硬化性樹脂成形材料の射出成形試験片―第1部:通則及び多目的試験片の成形
提供するすべての試験片は同一条件下で作製します。
2)圧縮成形で作製
「JIS K7151:プラスチック−熱可塑性プラスチック材料の圧縮成形試験片」の規定によって作製する。
3)シート又は成形品から機械加工によって作製
射出成形試験片や圧縮成形シート又は成形製品を用いて「JIS K 7144:プラスチック-機械加工による試験片の調製」の規定により機械加工によって作製します。
