研究開発、製品開発時に材料の特性、品質を評価するため、標準規格の一般的な物性試験片の中で両端につかみ部のあるプラスチック試験片をダンベル試験片JIS K7139 A1といいます。
成形機や加工機による打ち抜きなどににより作製でき、引張、曲げ、シャルピーをはじめとした様々な物性試験に使用できるため、多目的試験片とも呼ばれます。
その作製方法、寸法、形状、試験方法は「JIS K7139:プラスチック−試験片」により規定されています。
1.主な物性試験の試験片
1)引張試験片
射出成形で作製したJIS K7139 タイプA1試験片、機械加工で作製したJIS K7139 タイプA2試験片があります。
両側につかみ部がある形状からダンベル(形状)試験片やJIS多目的試験片(ISO多目的試験片)とも呼ばれます。
2)曲げ試験片
JIS K7139 タイプA1試験片の中央の平行部から短冊形試験片を作製することが可能です。
3)シャルピー試験片
曲げ試験片にノッチを機械加工したものと規定されています。
その他の試験に関しては JIS K7139 附属書A 試験片タイプと試験方法規格との対比リストにて規定されています
信頼性のある結果を得るためには、各種規定に沿った試験片を用意する必要があり、
基本的な試験に関してはJIS K7139 タイプA1多目的試験片を元に加工して、様々な試験の試験片を作製することが推奨されています
2.サイズの規定
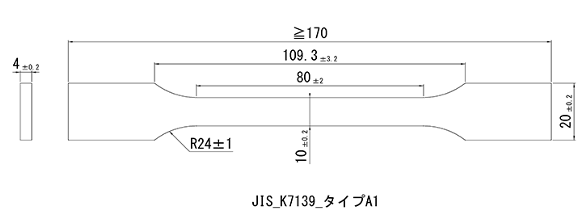
ダンベル型引張試験片 多目的試験片の形状(タイプA1,タイプA2,タイプA3)
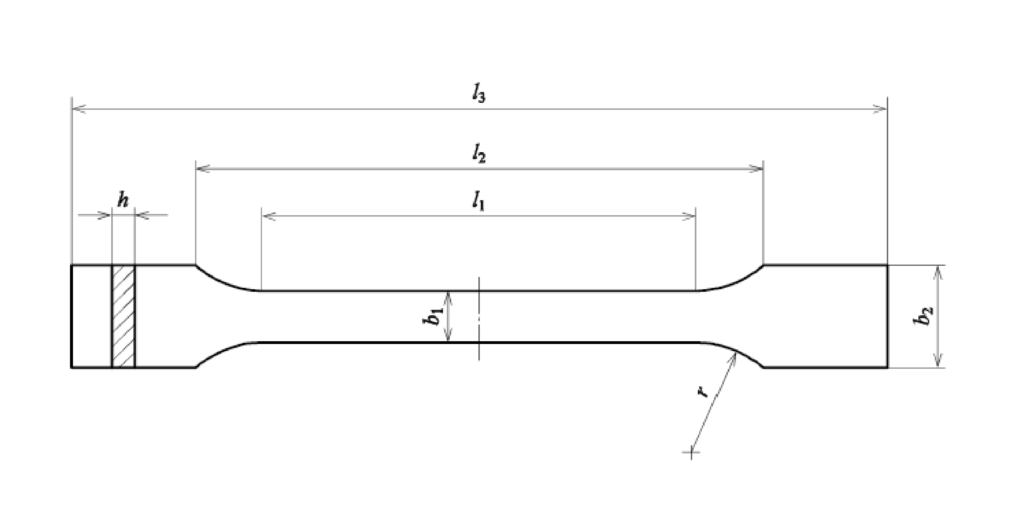
タイプA1,タイプA2,タイプA3試験片の寸法
| 寸法 | タイプA1 (射出成形) | タイプA2及びタイプA3(機械加工及び圧縮成形) | ||
|---|---|---|---|---|
| l3 | 全長 a) | ≧170 | ≧150 | |
| l2 | タブ部間距離 b) | 109.3±3.2 | 108±1.6 | |
| l1 | 平行部の長さ | 80±2 | 60±0.5 | |
| r | 肩部の半径 | 24±1 | 60±0.5 | |
| b2 | 端部の幅 | 20±0.2 | ||
| b1 | 中央の平行部の幅 | 10±0.2 | ||
| h | 厚さ(標準) | 4±0.2 | ||
| つかみ具間距離 | 115±1 | |||
| 注a) 全長は,JIS K 7152-1及びJIS K 7154-1に規定するタイプA1試験片の170 mmが望ましい。 b)l1,r,b1及びb2から求められる寸法値である。 | ||||
出典:日本産業標準調査会ウェブサイト
縮尺試験片の寸法
| A12 A22 | A13 A23 | A14 A24 | A15 A25 | A18 A28 | |
|---|---|---|---|---|---|
| 縮尺 (最下段の説明を参照) | 1:2 | ≈ 1:3 厚さ及びl1は除く | 1:4 l3は除く | 1:5 厚さは除く | 1:8 l3は除く |
| l3 | ≧75 | ≧60 | ≧45 | ≧30 | ≧23.8 |
| l2 | 58±2 | 35±1 | 27.5±1 | 23±2 | 13.8±0.5 |
| l1 | 30.0±0.5 | 24±0.5 | 20.0±0.5 | 12.0±0.5 | 10.0±0.5 |
| b1 | 5.0±0.5 | 3.5±0.2 | 2.5±0.1 | 2.0±0.2 | 1.25±0.05 |
| b2 | 10.0±0.5 | 7.2±0.2 | 5.0±0.2 | 4.0±0.2 | 2.5±0.1 |
| r | ≧30 | ≧8.8 | 6.3±0.2 | ≧12 | 3.2±0.2 |
| h | ≧2.0±0.1 | 1.00又は2.00±0.05 | 1.0±0.1 | ≧2.0±0.1 | 0.5±0.1 |
| 作製方法 | 機械加工 (又は射出成形) | 板(タイプD1又はタイプD2)から機械加工(又は射出成形) | 射出成形 (又は機械加工) | 機械加工 (又は射出成形) | 射出成形 (又は機械加工) |
| 説明 | − | l1だけをほかより小さくすると,タブ部が長くなり,グリップが容易となる。 | l3だけをほかより大きくすると,タブ部が長くなり,グリップが容易となる。 | − | l3だけをほかより大きくすると,タブ部が長くなり,グリップが容易となる。 |
出典:日本産業標準調査会ウェブサイト

