
社内に必要な機材を導入することで、各種ダンベル試験片を内製することが可能です。
素材によって対応する機材も変わります。
1.素材別の作製方法
1)プラスチック(樹脂)試験片の場合
プラスチック(樹脂)試験片の場合、プラスチック(樹脂)製品の作製や開発に用いられる成形機を導入する方法があります。
金型、樹脂、成形条件を用意することで、プラスチック試験片(樹脂)の内製ができます。
一般的には大型の機械になるので一企業がダンベル試験片のためだけに導入するのは現実的ではありませんが、開発室やオフィスに設置可能な小型機を導入して活用する企業が増えています。
実際に、弊社の小型機もプラスチック(樹脂)素材のダンベル試験片の作製を目的に企業様が導入されています。
2)ゴム試験片の場合
ゴム試験片の場合、機械工作機、規格に合った治具を導入する方法があります。
成形済の板やシートを用意(または購入)することで、ゴム試験片の内製ができます。
3)金属試験片の場合
金属試験片の場合、金属加工機を導入する方法があります。
金属材料を用意することで金属試験片の内製ができます。
2.弊社小型機を導入してプラスチック(樹脂)試験片を作製する方法
弊社の卓上型小型機を用いてプラスチック(樹脂)素材のダンベル試験片を作製する方法をご紹介します。
家庭用100V電源で動作し、静音の小型機なので、特殊な場所を用意することなく設置・作製が可能です。
手順
金型のセットから成形品取り出しまで、1個につき1分以内に行うことができます。
- 家庭用100V電源が使える場所に設置する
- 電源をオンにする
- 制御装置への成形条件の入力
- 金型をセット
- 射出ボタン押下
- 金型の取り外し
- 金型からダンベル試験片の取り出し
作製精度、安定性、汎用性について
1)精度:誤差0.02mm以内で作製可能
実際に2種類の樹脂でダンベル試験片を作製した際のデータが以下になります。それぞれ、誤差0.02mm以内で作製できていることを確認しています。
【PPSーGS40%】
| 試験片 | 厚さ | 幅 |
|---|---|---|
| 1 | 4.10 | 10.13 |
| 2 | 4.10 | 10.13 |
| 3 | 4.09 | 10.14 |
| 4 | 4.10 | 10.13 |
| 5 | 4.09 | 10.13 |
| 平 均 | 4.10 | 10.13 |

【PA66ーCF40%】
| 試験片 | 厚さ | 幅 |
|---|---|---|
| 1 | 4.04 | 10.10 |
| 2 | 4.06 | 10.11 |
| 3 | 4.05 | 10.11 |
| 4 | 4.05 | 10.10 |
| 5 | 4.04 | 10.09 |
| 平 均 | 4.05 | 10.10 |

試験実施:株式会社DJK
【参考】ダンベル試験片JIS K7139 A1の規定寸法
| 寸法 | タイプA1 (射出成形) | タイプA2及びタイプA3 (機械加工及び圧縮成形) | ||
|---|---|---|---|---|
| l3 | 全長 a) | ≧170 | ≧150 | |
| l2 | タブ部間距離 b) | 109.3±3.2 | 108±1.6 | |
| l1 | 平行部の長さ | 80±2 | 60±0.5 | |
| r | 肩部の半径 | 24±1 | 60±0.5 | |
| b2 | 端部の幅 | 20±0.2 | ||
| b1 | 中央の平行部の幅 | 10±0.2 | ||
| h | 厚さ(標準) | 4±0.2 | ||
| つかみ具間距離 | 115±1 | |||
| 注a) 全長は,JIS K 7152-1及びJIS K 7154-1に規定するタイプA1試験片の170 mmが望ましい。 b)l1,r,b1及びb2から求められる寸法値である。 | ||||
2)安定性:5,000本でも安定した品質で作製可能
作製の安定性については、アクリペットVH001(アクリル)でJIS K7139 A1を5,000本作製。ランダムに70本を抜き出して引張試験を行い、引張特性が一定で、成形品の品質が安定していることを確認しました。

3) 汎用性:再生樹脂やスーパーエンプラまで作製可能
作製した金型は、異なる樹脂を使う場合も、そのまま流用することが可能です。
どのような樹脂が使えるかは、金型ではなく作製機の性能によるところが大きくなりますが、弊社当該機の場合、汎用樹脂からスーパーエンプラ、再生樹脂まで、様々な樹脂を1つの金型で作製可能です※。
※樹脂によって別の金型を用意する必要はありませんが、樹脂によっては金型の温度管理をしながら作製する必要がある場合があります。
弊社の卓上型小型機の対応樹脂
| スーパーエンプラ | PEEK、PPS(長繊維)、PPSU、PES、PSU、LCP |
|---|---|
| エンプラ | RENY、PA6、PA46、PA66、PA9T(長繊維)、POM、PC、PET、PBT、COP |
| 汎用樹脂 | PP、ABS、PS、PC/ABS、PE、PMMA |
| その他の樹脂 | TPE(熱可塑性エラストマー)、TPU(熱可塑性ポリウレタンエラストマー)、各種GFRTP、各種CFRTP、プラマグ、CIM |
| エコプラスチック | CNF樹脂、バイオプラスチック、再生樹脂 |
射出速度は15mm/secが最高値になります。各樹脂での試験片作製の成形条件については弊社卓上作製機の最適な射出速度で製作しますが、規格サイズでの作製が可能です。
また、小形角板タイプD1(厚さ1mm)については作製できる樹脂が限定される場合があります。
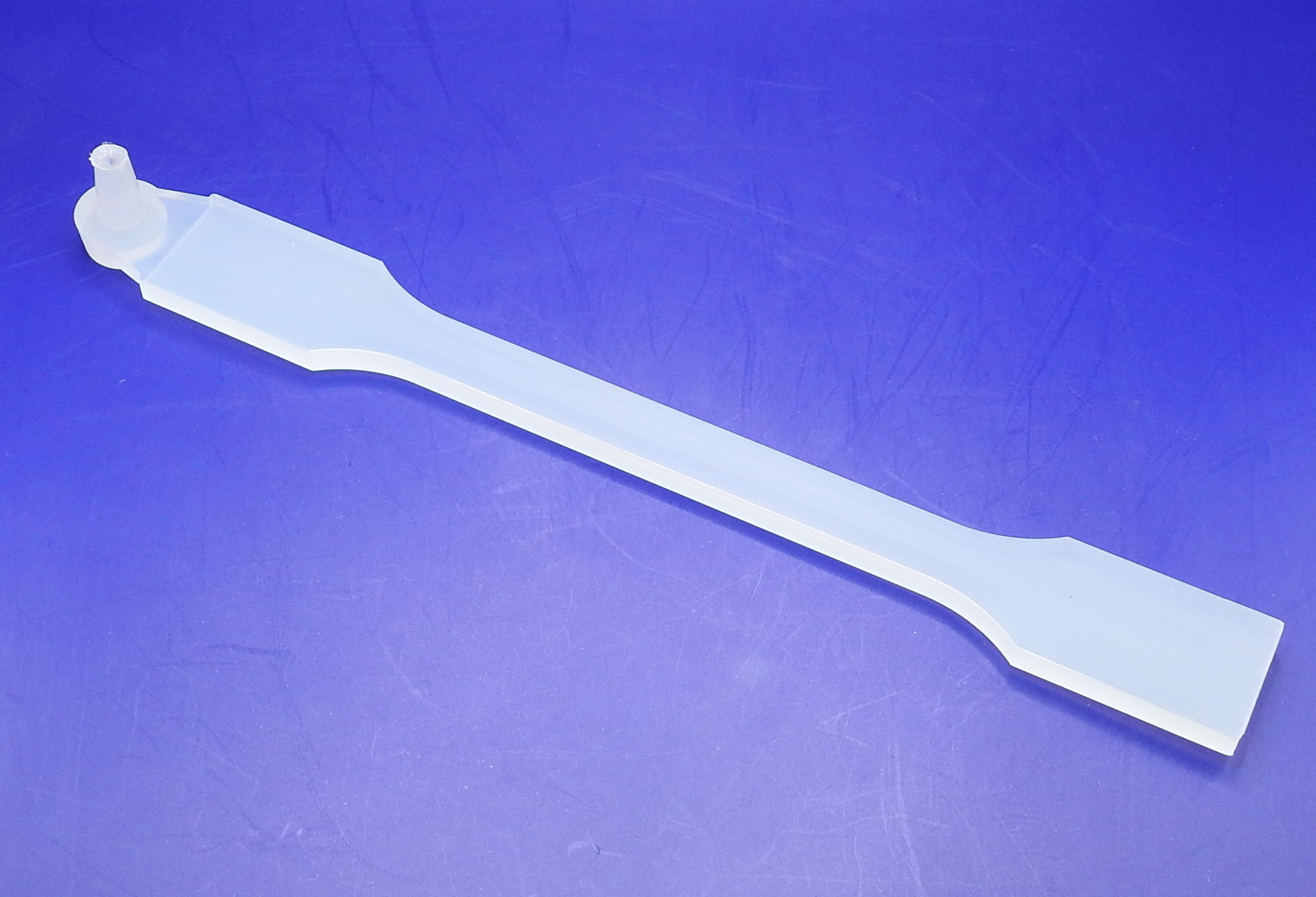
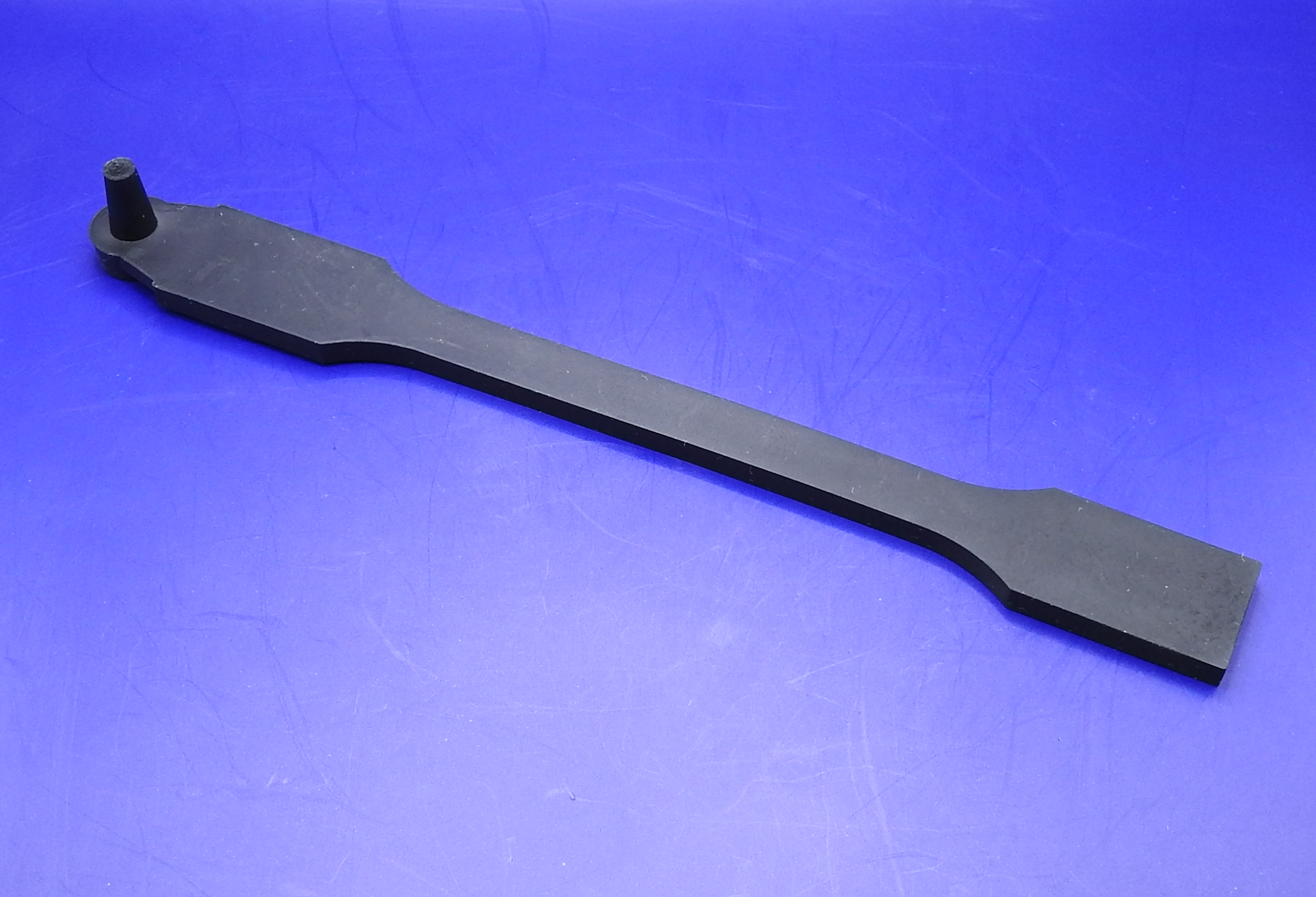
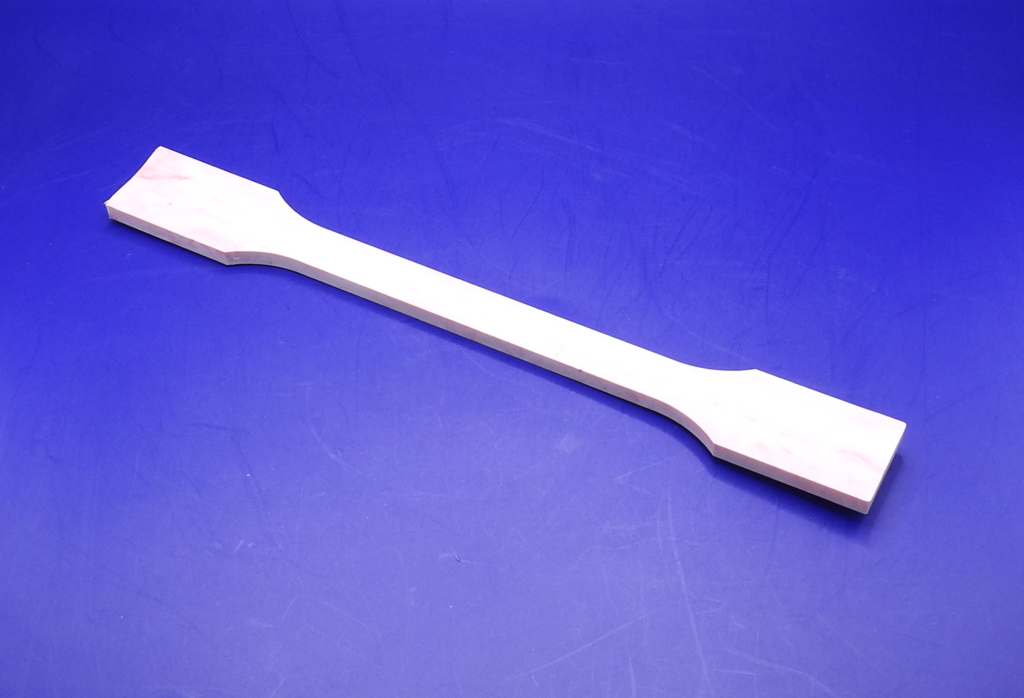
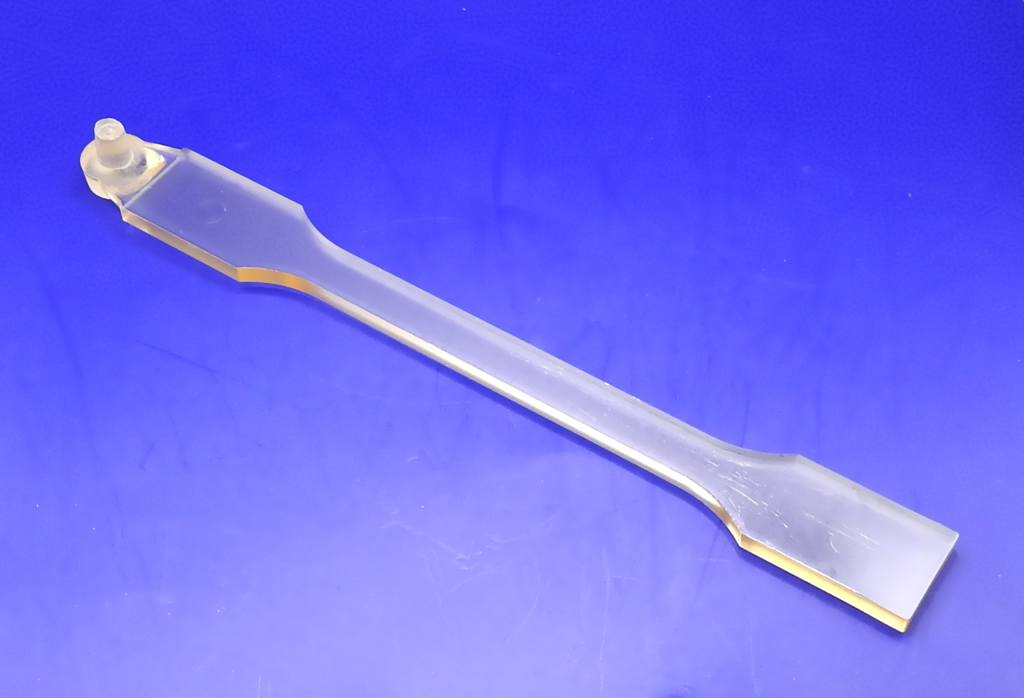
実際に作製したダンベル試験片例
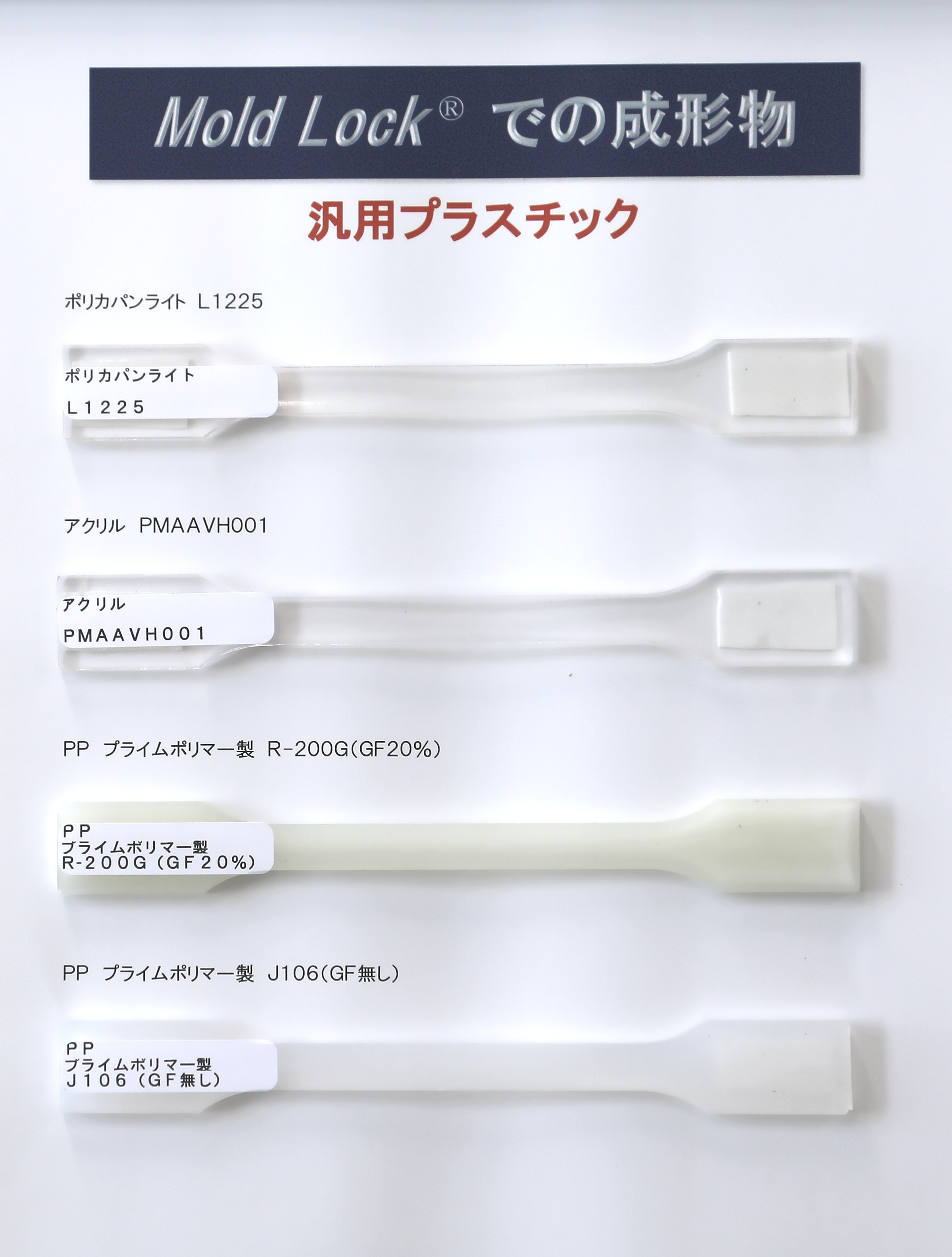
アクリル PMAAVH001
PP R-200G
PP J106

PPS 0220A9(GFなし)
POM GH-25(GF25%)
POM M90-44(GFなし)
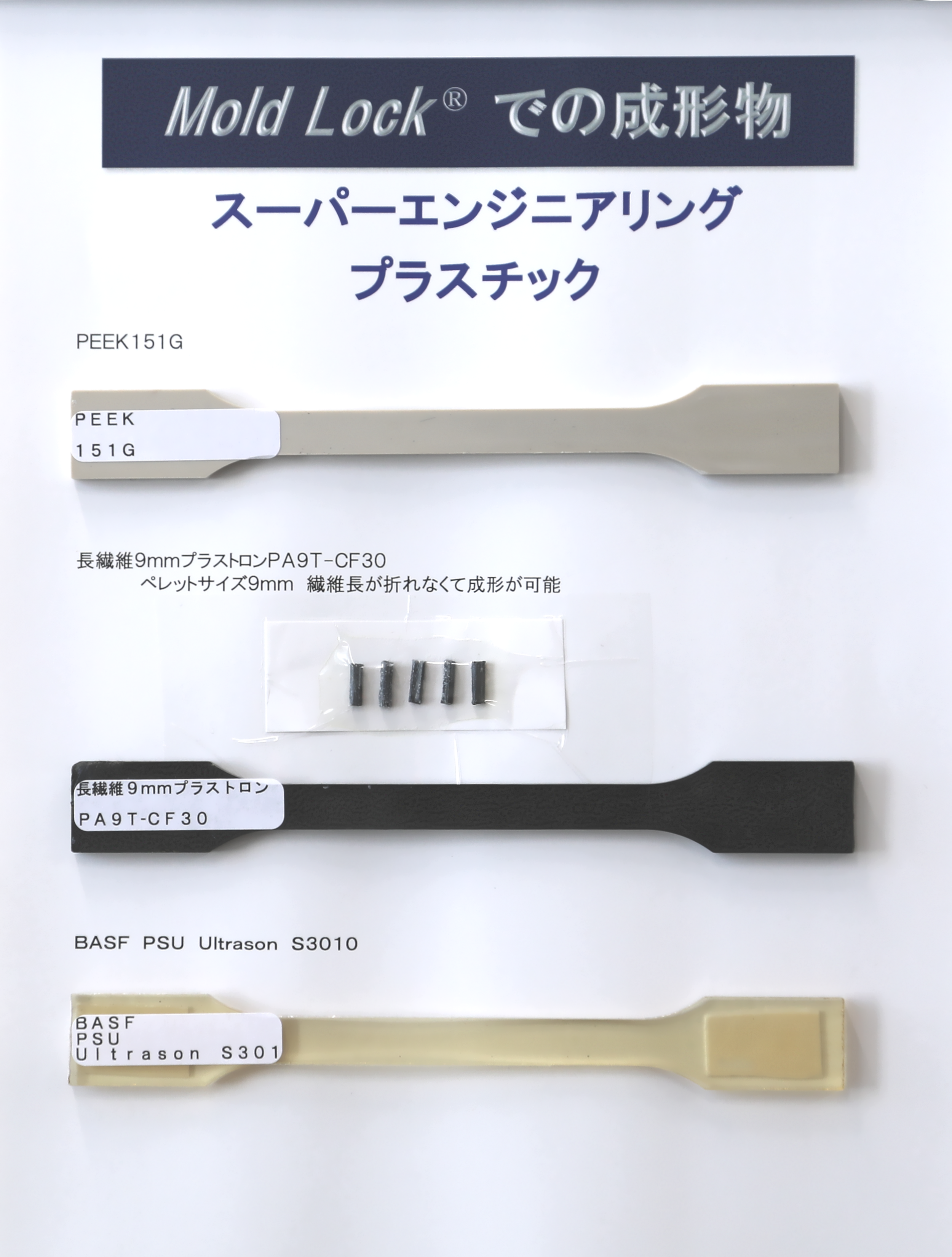
長繊維 PA9T-CF30
BASF PSU Ultrason S3010










弊社の卓上型小型機でダンベル試験片を内製するメリット
- 必要な時に必要な量だけ作製できる
- 規格準拠の安定した品質のダンベル試験片を作製できる
- 少量の樹脂から無駄を抑えて作製できる
- 汎用樹脂~スーパーエンプラ、エコプラスチックまで作製できる
- 小型で家庭用100V電源使用なので、場所を選ばず卓上で作製できる
- 金型の小型化により、金型作製・保管・メンテナンスの手間やコストを抑えることができる
- 70ccまで吐出でき、ダンベル試験片以外の大小様々な形状を作製することが可能
